The two m10 bolts in the top are to clamp the sheet between the backstop and the base.
Bending aluminum sheet 90.
0 017453 x 90 x 0 020 0 33 x 0 024 0 0438558984 inch bend allowance.
Use the minimum bend dimension values in the charts below for your minimum closeness of cutout to a bend.
Consider a sheet with a 20 mm thickness and a length of 300 mm as shown in figure 1.
Bending is one of the most common sheet metal fabrication operations.
Sheet aluminium can be cut without the need for a guillotine or tin snips which tend to deform the metal.
How to bend sheet metal without a brake in 4 different methods with minimal or homemade tools.
Material bend radii and minimum bend size charts please note.
Bending is a delicate and demanding process most of the time and common fabricating processes require a degree of formability that make your choice of proper alloy critical.
Keep in mind that some metals are more brittle than others.
As an example if you want to bend 24 gauge sheet metal at a 90 angle the calculation would be.
The bend radius you select may not be available if the geometry of the part will not allow us to bend with the specific tooling required to achieve that radius.
The force must exceed the material s yield strength to achieve a plastic deformation.
With the aid of a straight edge and a sharp knife score both sides of the aluminium sheet.
This is done through the application of force on a workpiece.
Heavy gauge aluminum bars or rods must be heat bent using an acetylene torch and vice.
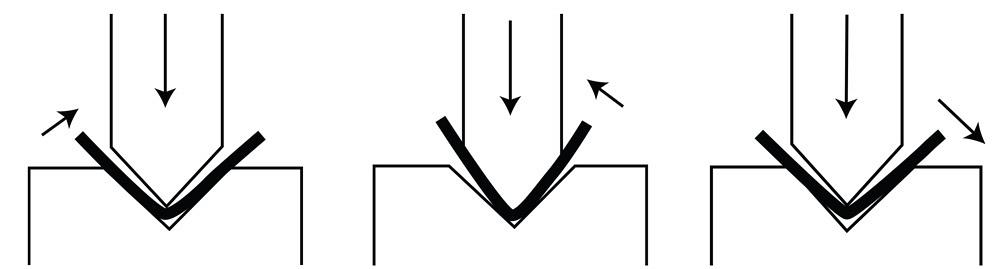
We are going to review three bending scenarios with three different bending angles.
In this post we ll explain it to you.
A bending brake will be best suited for shaping flat square sheets of light gauge aluminum.
When you release the handle the bent material will spring back to 90 not 85.
We re having trouble bending 6061 t6 aluminum without cracking and i was wondering if you could give us a few pointers.
Which aluminum alloy bends the best is a a common question customers want the answer to.
From a bending perspective it s always best to bend these parts in an annealed state and then temper them to the correct condition.
60 90 and 120 and we will calculate k factor bend allowance and bend deduction for them.
Place the fracture line over the edge of a table and bend the overhang slightly downwards.
Bending a brittle metal beyond its limits could cause the metal to snap and break.
6061 t6 aluminum is tempered and notorious for not bending easily.
This weakens the aluminium and creates a fracture line.
This is a highly technical and potentially dangerous process best left to a professional metalworker.
In high purity forms aluminum is soft and ductile.